告别虚焊与磁偏吹:螺柱焊夹具及接地系统设计规范精解
1.概述:螺柱焊接技术因其高效、可靠、成本低等优点,广泛应用于汽车、船舶、建筑等领域。焊接质量不仅取决于焊接参数,更与工装夹具的设计及接地系统的可靠性密切相关。本文基于行业技术规范与实战经验,系统性地分析了螺柱焊夹具的定位、夹紧、材料选择等设计规范,并深入探讨了不同应用场景下的接地连接方式、线缆规格及绝缘要求,旨在为工程师提供一套完整、可落地的设计参考。
螺柱焊接是将螺柱或类似金属紧固件焊接到工件上的高效工艺。在自动化产线中,焊接质量的一致性和稳定性至关重要。然而,许多焊接缺陷(如虚焊、飞溅、焊偏)的根源往往不在于焊接参数本身,而在于工装夹具设计不合理或接地系统存在隐患。
一个优秀的螺柱焊工位设计,必须同时满足两个核心要求:
1 机械定位:确保螺柱与工件之间的相对位置精确、重复。
2 电气回路:确保焊接电流回路低阻抗、稳定、可控。
本文将从这两个维度出发,结合文章《焊接工装设计实例介绍》、Emhart及鸿栢科技的接地示意图等资料,进行深度技术分析。
2. 螺柱焊夹具设计规范
夹具是保证焊接精度的基础。根据文章《焊接工装设计实例介绍》,焊接工装的设计需遵循“六点定位原理”,并综合考虑夹紧力、材料、防差错等因素。
2.1 定位原理与设计
2.1.1 六点定位原理
工件在空间中有六个自由度(沿X、Y、Z轴的移动及绕三轴的转动)。夹具设计需通过定位元件限制这些自由度,使工件在夹具中占有完全确定的位置。
- 全定位:六个自由度全部被限制。
- 准定位:限制的自由度少于六个,但足以满足加工要求。
- 过定位:一个自由度被两个或以上定位元件重复限制,可能导致工件装夹不稳定或变形,应尽量避免。
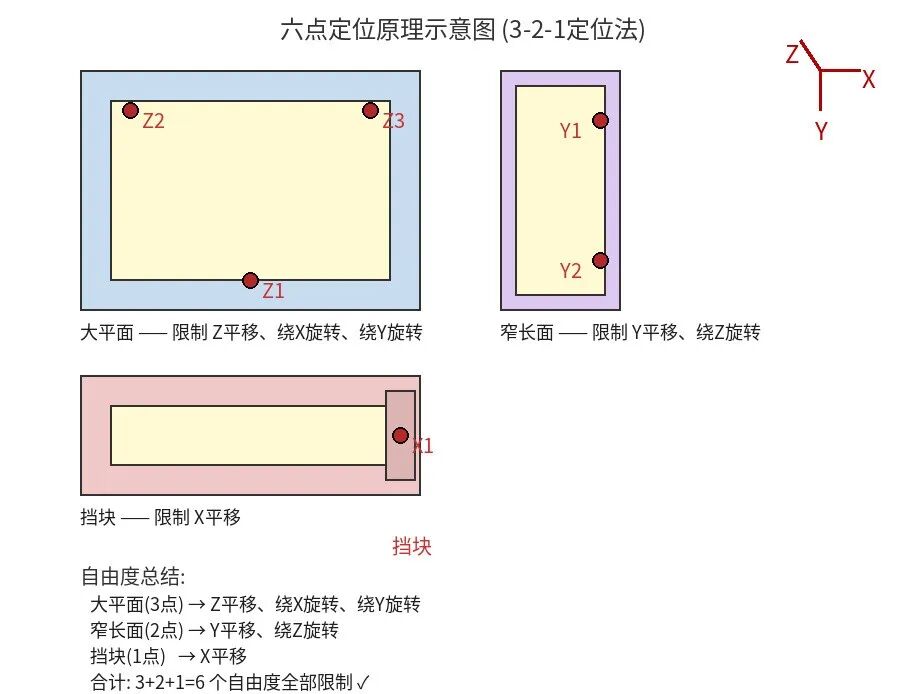
图1:六点定位原理示意图
(示意图说明:一个大平面(A面)限制三个自由度(Z轴移动、X/Y轴转动);一个窄长面(B面)限制两个自由度(Y轴移动、Z轴转动);一个挡块(C面)限制一个自由度(X轴移动)。)
2.1.2 定位基准的选择原则
选择定位基准时应遵循以下原则:
- 基准重合原则:尽量使定位基准与设计基准重合,以保证定位精度。
- 优先平面:在平面与曲面之间,优先选择平面作为主要定位基准面,避免选择曲面,否则夹具制造困难。
- 导向与止推:选择窄而长的表面作为导向定位基准,窄而短的表面作为止推定位基准。
- 利用加工面:尽量利用零件上经过机械加工的表面或孔作为定位基准。
2.2 夹紧装置设计
夹紧装置用于在焊接过程中固定工件,抵抗焊接热应力引起的变形。
2.2.1 夹紧力的三要素
- 方向:应垂直于主要定位基准面,并有利于减小工件变形。
- 作用点:应作用在支承上或支承所组成的面积范围之内,且作用点数目增多能使夹紧更均匀。
- 大小:需足以克服焊接热应力引起的拘束应力,同时避免过度夹紧导致工件变形。
2.2.2 夹紧机构类型
夹紧机构有多种,其中楔块夹紧机构是螺柱焊夹具中常用的形式。
- 自锁条件:为保证夹紧可靠,楔块的升角(α)必须小于摩擦角。手动夹紧一般取α=6°~8°,气动或液压夹紧可取α≤12°。
- 增力与行程:升角越小,增力比越大,但夹紧速度越慢。可采用双升角斜楔(前部30°~45°快速夹紧,后部6°~8°自锁)来平衡两者。
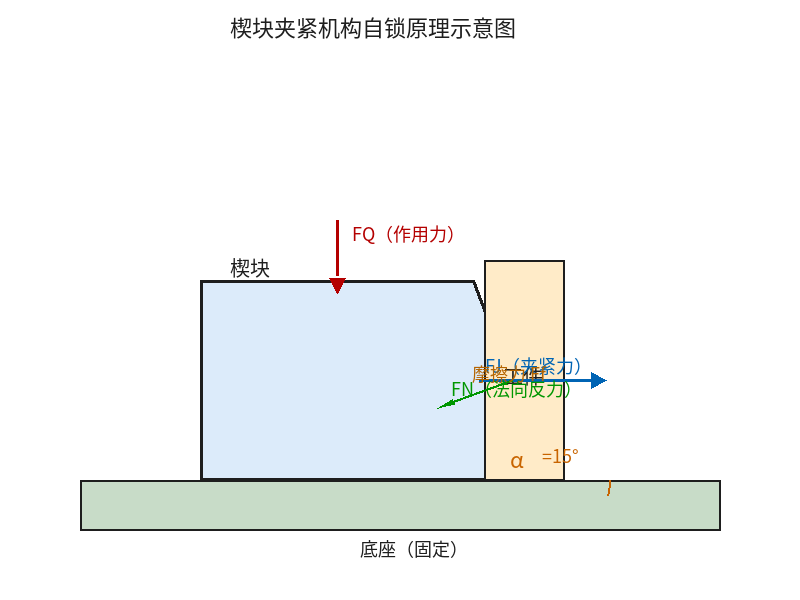
图2:楔块夹紧机构自锁原理示意图
(示意图说明:显示楔块升角α、原始作用力FQ和夹紧力FJ的关系,并标注自锁条件α<φ(摩擦角)。)
2.3 夹具材料与技术要求
- 材料:常用45、40Cr等优质碳素结构钢或合金钢,或选用T8、T10等碳素工具钢,并经淬火处理,表面硬度40~65HRC。
- 精度:夹具精度应不低于IT11,定位元件、配合元件可更高。
- 表面粗糙度:定位元件工作表面粗糙度不应大于Ra 3.2。
- 防差错设计:对于左右对称零件、小件与大件组合等,应设计防差错定位结构,防止错装、漏焊。
2.4 特殊考虑:绝缘与防磁
- 绝缘要求:由于焊接电源二次回路可能通过夹具,为防止焊接电流流过机件而使其烧坏,夹具与工件接触的关键部位需要进行绝缘处理。例如,在夹具与工件之间加装绝缘垫片。
- 非磁性材料:焊接模板必须选用非磁性材料制作(如铝、316不锈钢),并须使得它们在焊接过程中不会滑移。
3. 接地设计规范
接地系统是螺柱焊电气回路的关键组成部分。一个设计不良的接地系统会导致电流散失、电弧不稳、磁偏吹,甚至虚焊。
3.1 接地回路原理
螺柱焊的焊接电流回路为:焊机正极 → 焊接电缆 → 焊枪 → 螺柱 → 工件 → 接地电缆 → 焊机负极。接地系统的核心任务是提供一个低阻抗、稳定的电流返回路径。
3.2 不同场景的接地连接方式
根据Emhart和鸿栢科技的接地示意图,常见的接地连接方式有以下几种:
3.2.1 单工位多极接地(通过接地排并联分至各极)
- 适用场景:一个焊接工位内,需要安装多个接地极(例如用于多点焊接的夹具或工作台)。
- 设计要点:
-
所有接地极(上部与工件接触)不直接并联,而是分别连接到同一个共用的接地排上。
-
该接地排的底座必须进行绝缘处理,以防止焊接电流通过安装基座分流或形成杂散回路。
-
- 线缆规格:
- 接地线(Earth Cable):≥ 50 mm² (用于承载主焊接电流)
- 接地测量线(Common Measurement Cable):≥ 1.5 mm² (用于检测回路通断)
- 特殊说明:通过绝缘接地排实现多极的集中、可靠并联,确保每个接地极都能获得稳定的回路,同时避免电流通过金属底座意外导通。
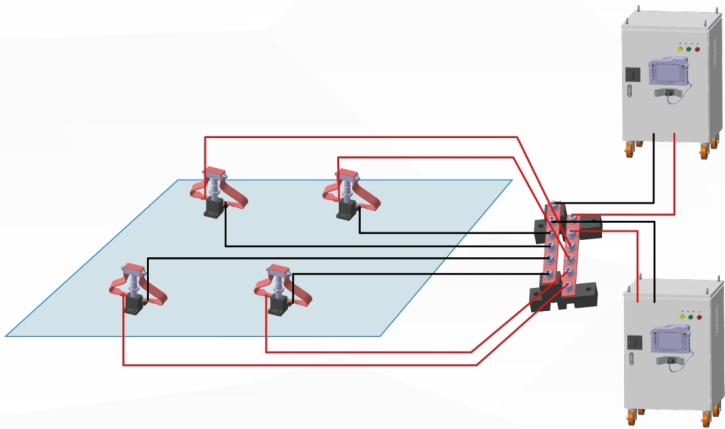
3.2.2 多工位接地(接地线在焊机端并联)
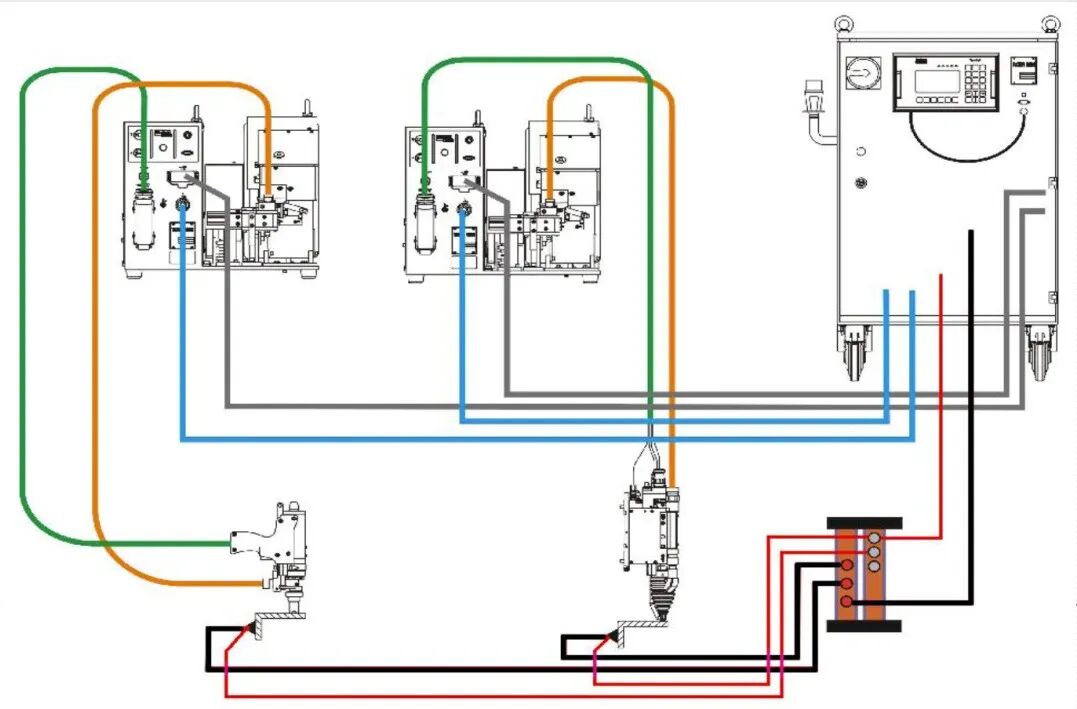
- 适用场景:多个独立的焊接工位(例如多台焊枪或多套夹具)需要共享一台焊机的主接地。
- 设计要点:
-
每个工位都有自己独立的接地极。
-
每个接地极独立引出自己的接地线和接地测量线。
-
这些来自不同工位的线缆,最终在焊机内部或焊机端的接线排上进行并联。
-
- 线缆规格:
- 接地线:≥ 50 mm² (每个工位独立)
- 接地测量线:≥ 1.5 mm² (每个工位独立)
- 特殊说明:此方案为每个独立工位提供专属的电流返回路径,能有效避免工位之间的电气干扰,确保各焊接回路的独立性。
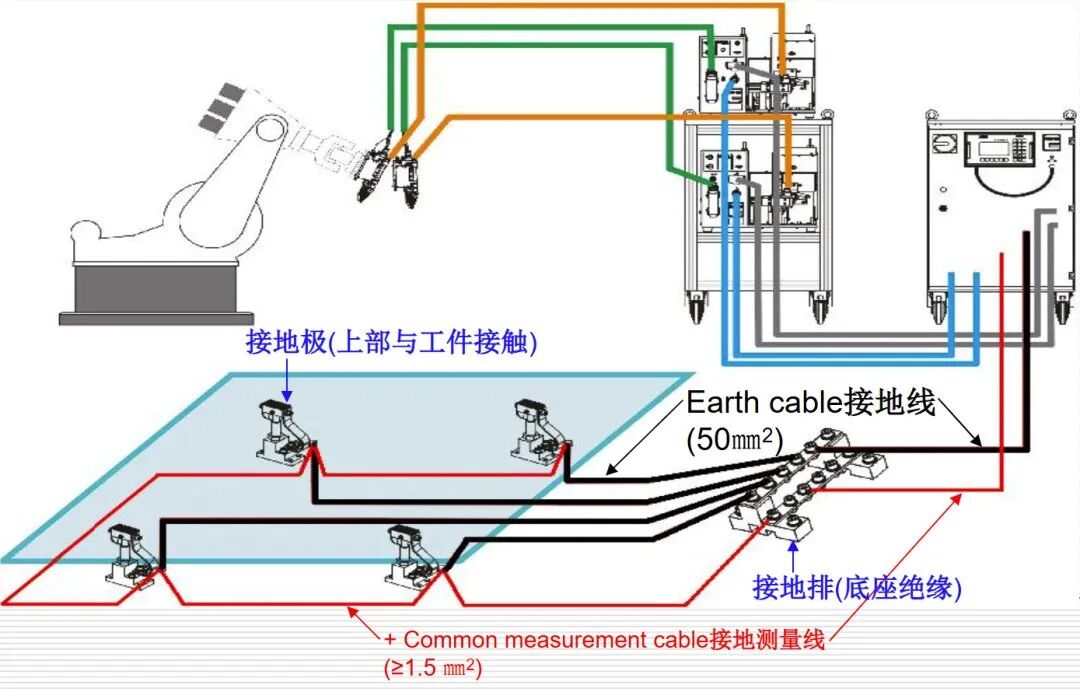
3.2.3 双主机单工位多极接地(常见于机器人工位)
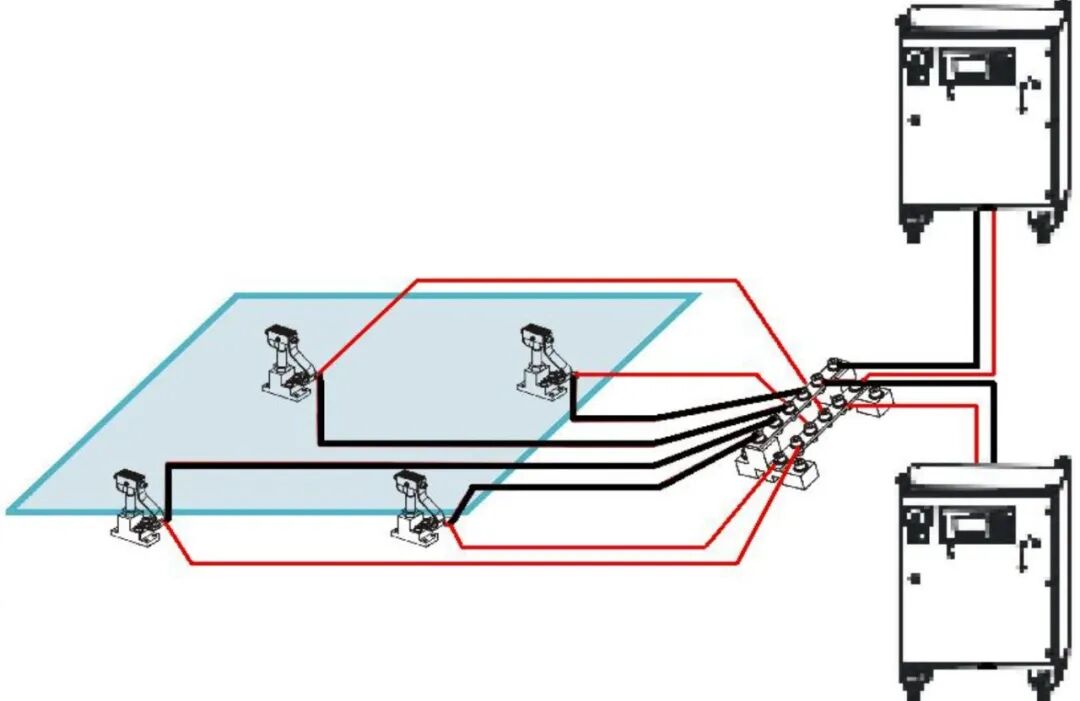
- 适用场景:一个自动化焊接工位(如机器人焊接工位),由两台焊机
同时工作,但共享一个工件接地系统。
- 设计要点:
-
该工位的接地系统同时服务于两台主机。
-
来自两套焊机的接地线和接地测量线,在工件的接地极处实现硬并联。
-
两台主机的接地线缆规格需保持一致。
-
- 线缆规格:
- 接地线:≥ 50 mm² (每台主机独立)
- 接地测量线:≥ 1.5 mm² (每台主机独立)
- 特殊说明:确保双主机共用一个低阻抗的公共接地参考点,是防止由于接地电位差导致电流环流或焊接干扰的关键。
3.2.4 多主机单工位多极接地(常见于机器人工位)
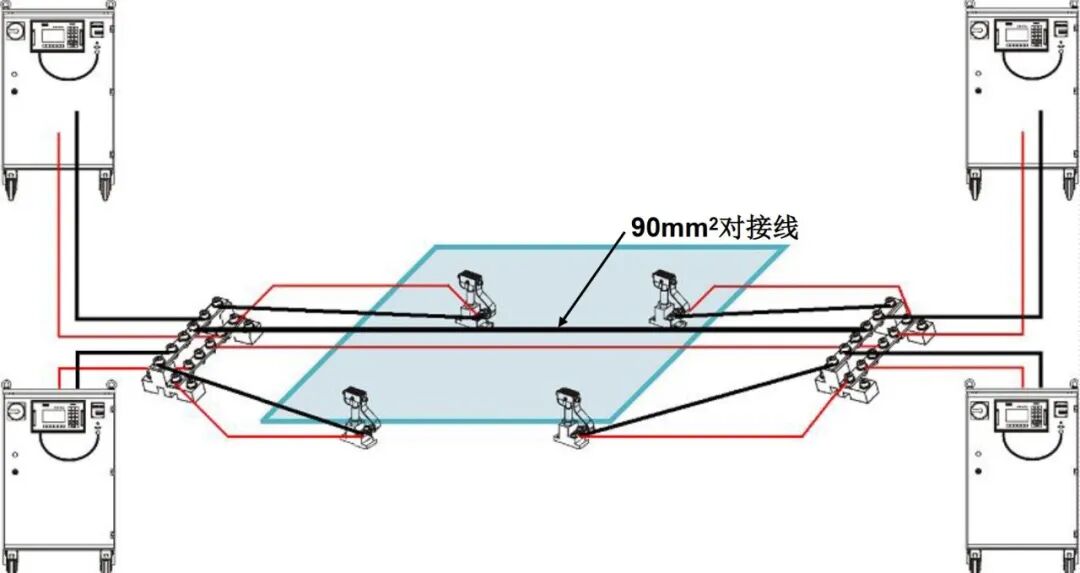
- 适用场景:一个大型或复杂的机器人焊接工位,由三台或以上焊机同时工作。
- 设计要点:
- 方案A(对接连接):各主机的接地线在工件端并联,同时各主机之间通过专用的 “对接线”进行互联,形成一个低阻抗的接地网络。
- 方案B(延长连接):各主机的接地线在工件端并联,并额外使用一根延长线将所有接地线连接起来,进一步强化公共参考点。
- 线缆规格:
- 接地线:≥ 50 mm² (每台主机独立)
- 对接线/延长线:≥ 50 mm²
- 接地测量线:≥ 1.5 mm² (每台主机独立)
- 特殊说明:通过构建强大的分布式接地网络,确保多台焊机同时工作时,接地系统依然能提供稳定、低阻抗的回流路径,有效抑制电磁干扰(EMI)和地电位漂移。
需注意:在多主机汇流方案中,部分结构可能仅适用于特定材质(如钢螺柱焊)的应用,需根据实际工艺确认。
以上规范涵盖了从单工位到多主机等常见生产场景的接地设计要求。无论采用何种方案,核心原则是确保接地线截面积充足(通常≥50mm²),接地测量线可靠(通常≥1.5mm²),并采取恰当的绝缘与并联措施,以构建一个稳定、低阻抗的焊接电流回路,从电气层面保障焊接质量的稳定性和一致性。
3.3 线缆规格与选型
根据Emhart和鸿栢科技的资料,接地线缆的规格有明确要求:
|
线缆类型 |
Emhart标准 |
鸿栢科技标准 |
作用 |
|---|---|---|---|
| 接地线 (Earth Cable) |
≥ 50 mm² |
标配5米70mm²,可选95mm² |
承载主焊接电流,低阻抗返回路径 |
| 接地测量线 (Common Measurement Cable) |
≥ 1.5 mm² |
标配含0.5mm²,可选含2.5mm² |
用于检测接地回路是否导通,确保安全 |
选型建议:
-
对于大电流、长距离或高节拍的应用,应选择更大截面积的接地线(如95mm²),以降低线路压降和发热。
-
接地测量线虽然不承载主电流,但其通断直接影响焊机是否允许启动焊接,因此必须可靠连接。
3.4 接地位置与绝缘要求
- 接地位置:知识库强调,接地点应尽可能靠近焊接位置(如螺柱焊打样问题点中提及“确保工件接地点在焊接位附近(≤10cm)”),以缩短电流路径,减少电流散失和磁偏吹。
- 绝缘要求:
- 设备机壳与工件隔离:严禁设备机壳与已经接地的工件连接。必须确保工件地与机壳之间没有任何导体连接,防止杂散电流损坏设备。
- 夹具与基座绝缘:如前所述,夹具和基座(Base)通常要求与工件接地系统绝缘,以防止电流通过夹具形成意外回路。标准焊接平台常采用“铝型材+绝缘板”的结构。
3.5 接地不良的典型故障
根据各大设备厂家的故障代码手册,接地系统故障会直接导致焊接失败:
- 故障17:“测量线中断”:采集不到检测线信号,原因可能是检测线断开、错接或焊接线缆断开。
- 故障33:“地线测量线中断”:检测不到接地检测线信号,原因可能是接地检测线中断或错接。
- 磁偏吹:由于接地钳固定点不合理或钢结构不对称,导致焊接处磁场分布不均,电弧偏向一侧。纠正方法是将接地钳对称地夹在焊接区域两侧。
4. 综合设计流程与验证
一个完整的螺柱焊工位设计应遵循以下步骤:
- 明确需求:确定工件材质、厚度、螺柱规格、焊点数量及位置、生产节拍。
- 夹具设计:
-
基于六点定位原理,设计定位元件(支撑钉、定位销、挡块等)。
-
选择合适的夹紧机构(手动、气动或液压),计算并验证夹紧力。
-
选用合适的材料,并考虑绝缘和防磁要求。
-
- 接地设计:
-
根据工位布局(单工位、多工位、机器人工位),选择合适的接地连接方式。
-
计算并选择满足电流要求的接地线缆规格。
-
规划接地点位置,确保靠近焊接区域。
-
设计绝缘措施,隔离设备机壳、夹具与工件接地。
-
- 验证与优化:
-
进行试焊,检查焊点外观、熔核尺寸及强度。
-
使用焊接监控系统(如Emhart的Weld Monitor)检查焊接参数(电流、电压、时间)是否在设定范围内。
-
检查接地回路电阻,确保低阻抗。
-
根据试焊结果,微调夹具定位或接地位置。
-
螺柱焊的夹具与接地设计是决定焊接质量的两大基石。夹具设计需严格遵循六点定位原理,确保工件定位精确、夹紧可靠,并注意绝缘与防磁。接地设计则需根据工位布局选择并联或汇流方式,确保接地线缆规格充足、接地点靠近焊接区,并严格隔离设备机壳与工件接地。
一个经过精心设计的夹具和接地系统,能够显著提升焊接的一致性和稳定性,减少虚焊、飞溅等缺陷,是构建高效、可靠螺柱焊生产线的关键。工程师在设计时应将两者视为一个整体系统,进行统筹规划与验证。
(声明:文章中引用数据大多来源于各大设备厂商的介绍资料,如有描述不对的地方欢迎大家留言指正,共同探讨交流,为螺柱焊质量提升贡献一份自己的力量,谢谢大家!)
评论
发表评论